生產流程
Process熱浸鍍鋅製程流程
一、熱浸鍍鋅製程作業流程
熱浸鍍鋅簡介
熱浸鍍鋅的原理,簡單的說即是將已清洗潔淨的鐵件,經由助鍍媒介反應作用,再熱浸鍍鋅液中,使鋼鐵與熔融鋅反應生成一合金化的鍍鋅層。
良好的熱浸鍍鋅作業,應是各製程均在嚴格的管制下,徹底發揮該製程的功能。且若前一製程的不良,會造成後續製程的連鎖不良反應,而大量增加作業成本或造成熱浸鍍鋅不良品。若前處理不良,則熔鋅無法與鋼鐵正常完全反應形成完美的鍍鋅層組織。若後處理不良,則容易破壞鍍鋅層外觀,降低鍍鋅的商品價值等。
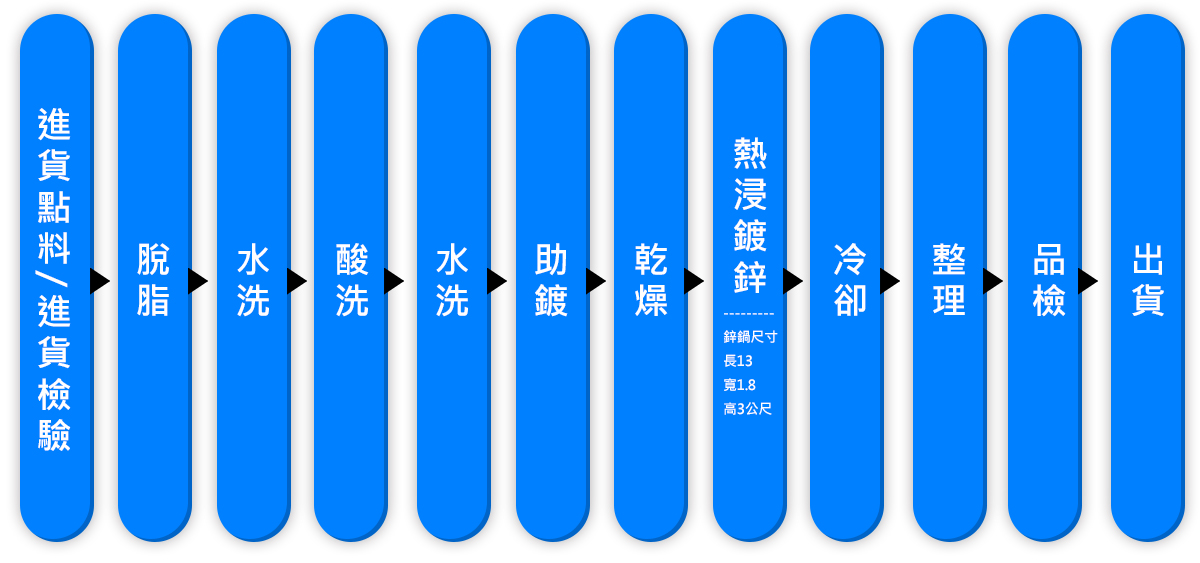
熱浸鍍鋅流程圖
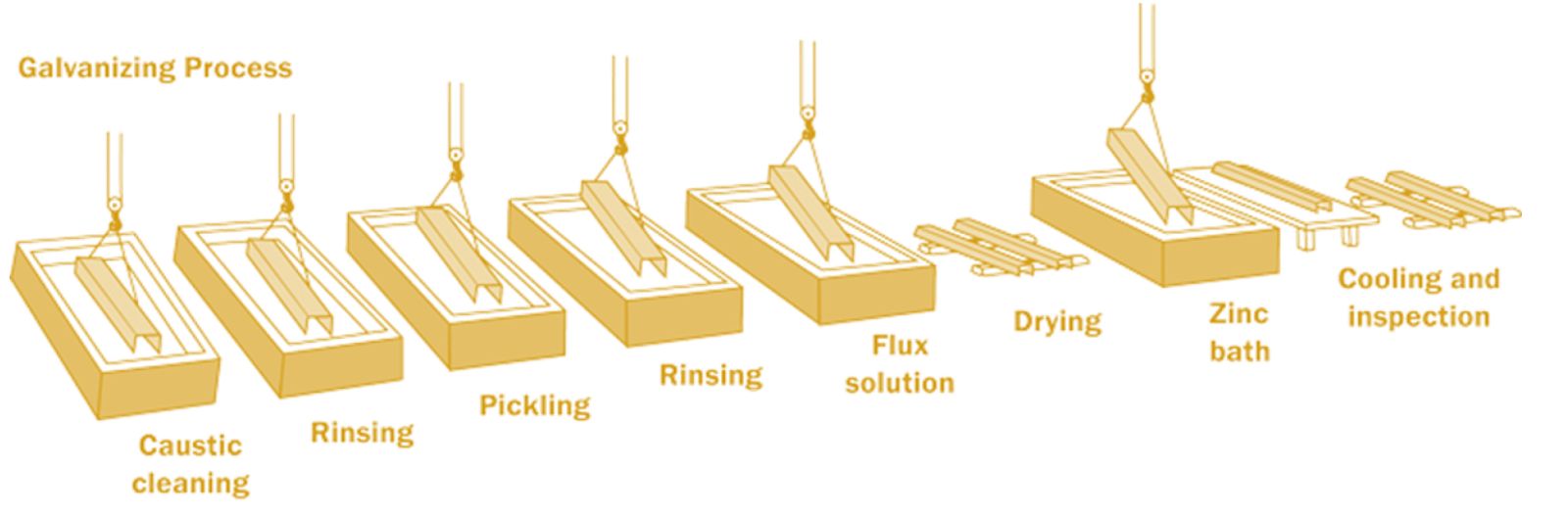
熱浸鍍鋅生產順序






二、熱浸鍍鋅品質管理-鍍鋅前之鋼材加工
鍍鋅前-鋼材加工之細節注意:
⚫半成品注意是否有預留透氣孔、洩鋅孔,因為這會牽扯到壓力及鋅液殘留的問題,若未開孔可能會導致壓壓因素而爆炸,讓現場作業員發生危害;而半成品送鍍鋅前所有漆類都清除,這會影響鍍鋅品質成效
以下範例為預留透氣孔、洩鋅孔圖說
密封構造單一素材類
⚫圖1之密閉狀態因浮力而無法浸漬,因此有必要再兩端開空氣孔,孔的位置如圖2,請在對角線上之頂端開孔。開孔之直徑因管的大小而異。
⚫圖3、圖5孔的位置於中心部位時,一則有空氣滯留,二則角落發鋅疤或結塊,因此須如圖4、6之正確位置開孔。
密封構造物含法蘭
⚫圖1與圖4為件在兩端都以法蘭(Flange)封閉,此類的構造物空氣無法排出,使鋅液無法侵入
⚫圖2與圖5為構件經過鑽孔後,使空氣和鋅液均能流通。
⚫圖3與圖6為構建將法蘭封閉端全部挖空,另一端則鑽一排氣孔,如此處理最有利於鍍鋅作業進行
欄杆構造加工品
⚫圖1為完全封閉,使空氣無法排出,鋅液無法流入,將導致鍍鋅不良
⚫圖2為將上下每一個封閉的管,在兩端部的對內角線鑽孔是必要的,並將管的底座挖空心
密閉式圓管構造加工品
⚫圖1是全部完全密閉的,空氣無法排出,鋅液無法侵入
⚫圖2除了將上下的管在對內角線鑽孔外,其四個邊的最外圍也必須在四個外部角落的下緣鑽孔
⚫圖3所顯示的鑽孔位置錯誤,必須是在兩端的端點
⚫圖4與圖5是最佳的處理方式,將管的連接部貫通
密閉式方管構造加工品
⚫圖8為方管的結構圖,在端部沒有出氣孔及洩鋅孔,於鍍鋅作業時會導致空氣與鋅液的滯留
⚫圖9在角落處鑽孔,或是方管銜接處須挖空,以利鋅液流入流出
構造內部含有插管
⚫圖1管件含有內插管的死角存在,導致產生浮力,使鋅液無法完全浸漬。
⚫圖2所顯示的為理想處理方式
端板補強處
⚫圖1端部的補強材邊緣恐有發生滯留空氣與鋅液之虞,所以須如圖2般將倒角預留,再行熔接
含有補強鋼材的地方
⚫接合部位有空隙的地方若浸入高溫熱浸鍍鋅鍋爐中,其中夾雜的空氣和水份,體積會急速膨脹達數十倍,如此高的壓力會導致從熔接不良的地方爆炸-極度危險
熱浸鍍鋅簡介
熱浸鍍鋅的原理,簡單的說即是將已清洗潔淨的鐵件,經由助鍍媒介反應作用,再熱浸鍍鋅液中,使鋼鐵與熔融鋅反應生成一合金化的鍍鋅層。
良好的熱浸鍍鋅作業,應是各製程均在嚴格的管制下,徹底發揮該製程的功能。且若前一製程的不良,會造成後續製程的連鎖不良反應,而大量增加作業成本或造成熱浸鍍鋅不良品。若前處理不良,則熔鋅無法與鋼鐵正常完全反應形成完美的鍍鋅層組織。若後處理不良,則容易破壞鍍鋅層外觀,降低鍍鋅的商品價值等。
熱浸鍍鋅流程圖
熱浸鍍鋅生產順序
熱浸鍍鋅製程流程
STEP 1
進貨點料/檢驗/領料
每批鋼材入廠時,清點鋼材數量。
槽鋼或梁柱上銲接之加勁板或連結板,應事先鑽孔或裁割端角,其大小應足以流通鋅液。
槽鋼或梁柱上銲接之加勁板或連結板,應事先鑽孔或裁割端角,其大小應足以流通鋅液。
STEP 2
脫脂
脫脂溶液可去除鋼材表面的有機污染物,例如:污垢、油脂和油污…
但是鋼材表面附著環氧樹脂、油漆、瀝青無法透過脫脂去除,因此必須在鍍鋅前以噴砂或方法去除。
但是鋼材表面附著環氧樹脂、油漆、瀝青無法透過脫脂去除,因此必須在鍍鋅前以噴砂或方法去除。
STEP 3
酸洗
使用酸性溶液去除鋼材表面鐵鏽
STEP 4
水洗
水洗製程可去除鋼材表面多餘酸性溶液或者去除鋼材表面附著氧化鐵鏽,讓表面更乾淨。
水洗製程可避免多餘化學藥劑帶進至下個製程槽體,避免槽體與槽體相互水質汙染。
水洗製程可避免多餘化學藥劑帶進至下個製程槽體,避免槽體與槽體相互水質汙染。
STEP 5
助鍍
使用助鍍溶液可防止熱浸鍍鋅前鋼材氧化以及助鍍溶液可加速鋅離子與鋼材結合
STEP 6
熱浸鍍鋅
清洗後的鋼材熱浸溫度為450-460°C的熔鋅鍋爐中;熱浸時間依鋼材尺寸和厚度而有所不同。
鋅與鋼材之鐵發生反應,形成一系列冶金結合的鋅鐵金屬間合金層(鍍鋅層)。
鋅與鋼材之鐵發生反應,形成一系列冶金結合的鋅鐵金屬間合金層(鍍鋅層)。
STEP 7
冷卻
鍍件從熔鋅鍋爐中取出後,短暫鍍件浸泡水作冷卻降溫
STEP 8
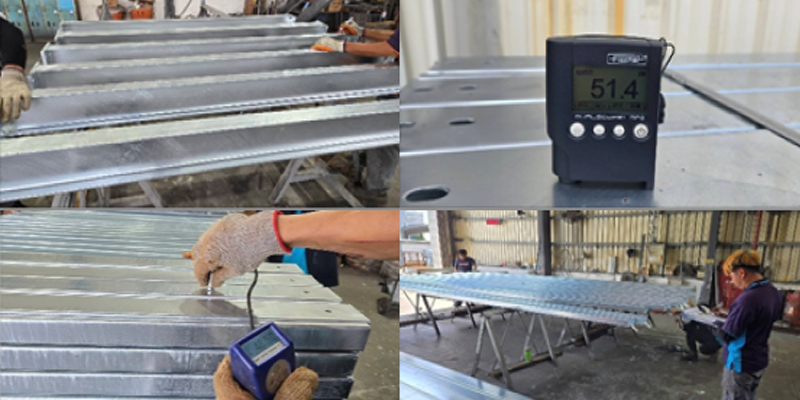
整理/品檢
鍍件表面有粗糙氧化鋅用研磨機整理磨平。
磁性鍍層膜厚儀器或目視等方法檢查鍍層均勻性和附著力。
磁性鍍層膜厚儀器或目視等方法檢查鍍層均勻性和附著力。
二、熱浸鍍鋅品質管理-鍍鋅前之鋼材加工
鍍鋅前-鋼材加工之細節注意:
⚫半成品注意是否有預留透氣孔、洩鋅孔,因為這會牽扯到壓力及鋅液殘留的問題,若未開孔可能會導致壓壓因素而爆炸,讓現場作業員發生危害;而半成品送鍍鋅前所有漆類都清除,這會影響鍍鋅品質成效
以下範例為預留透氣孔、洩鋅孔圖說
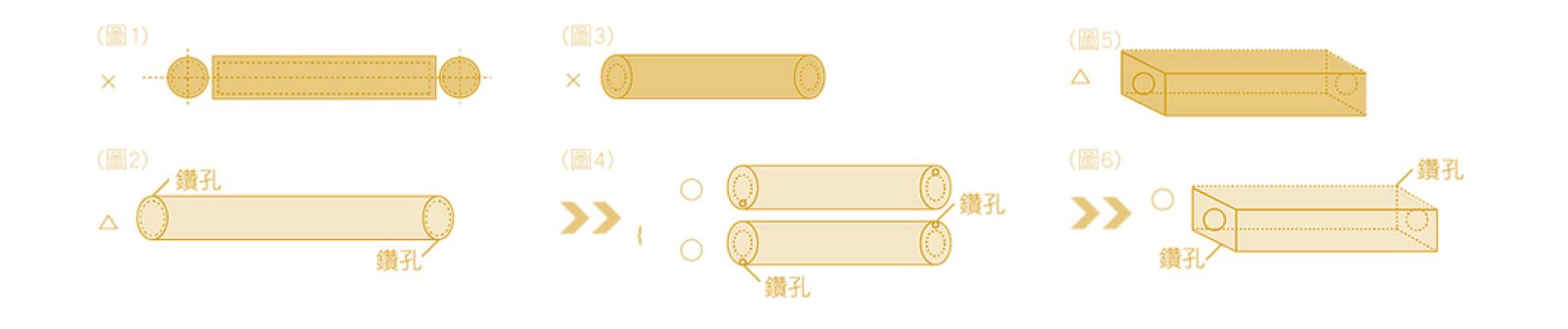
密封構造單一素材類
⚫圖1之密閉狀態因浮力而無法浸漬,因此有必要再兩端開空氣孔,孔的位置如圖2,請在對角線上之頂端開孔。開孔之直徑因管的大小而異。
⚫圖3、圖5孔的位置於中心部位時,一則有空氣滯留,二則角落發鋅疤或結塊,因此須如圖4、6之正確位置開孔。
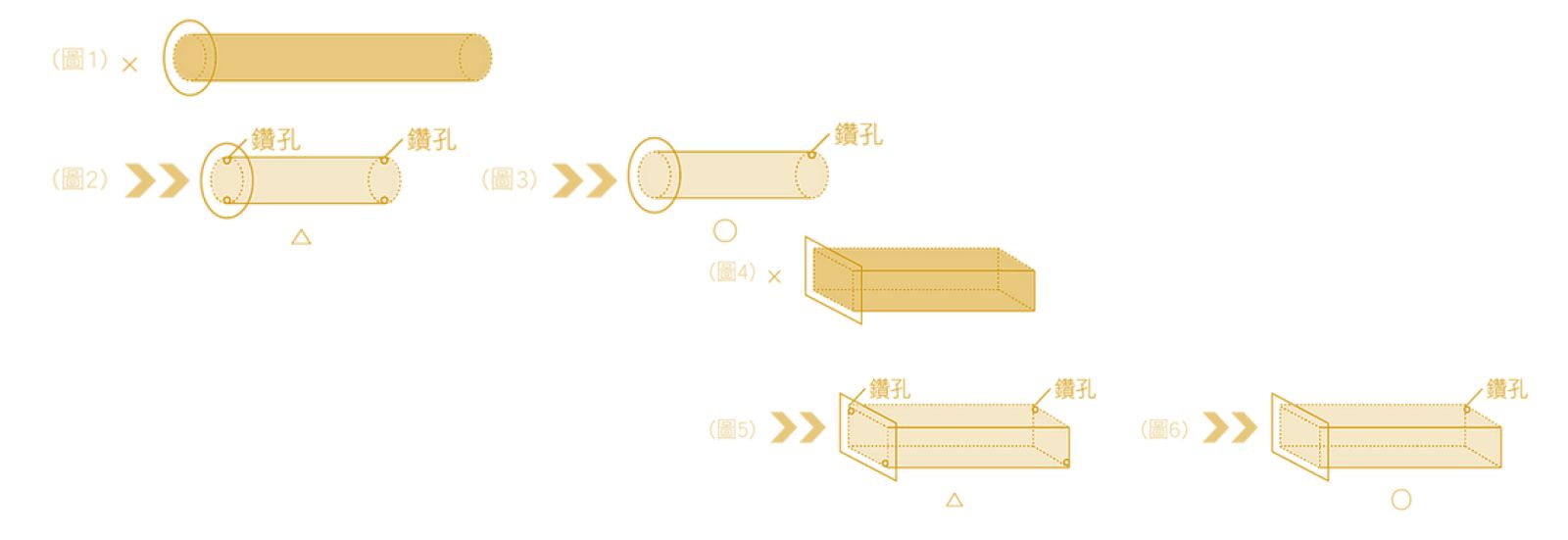
密封構造物含法蘭
⚫圖1與圖4為件在兩端都以法蘭(Flange)封閉,此類的構造物空氣無法排出,使鋅液無法侵入
⚫圖2與圖5為構件經過鑽孔後,使空氣和鋅液均能流通。
⚫圖3與圖6為構建將法蘭封閉端全部挖空,另一端則鑽一排氣孔,如此處理最有利於鍍鋅作業進行
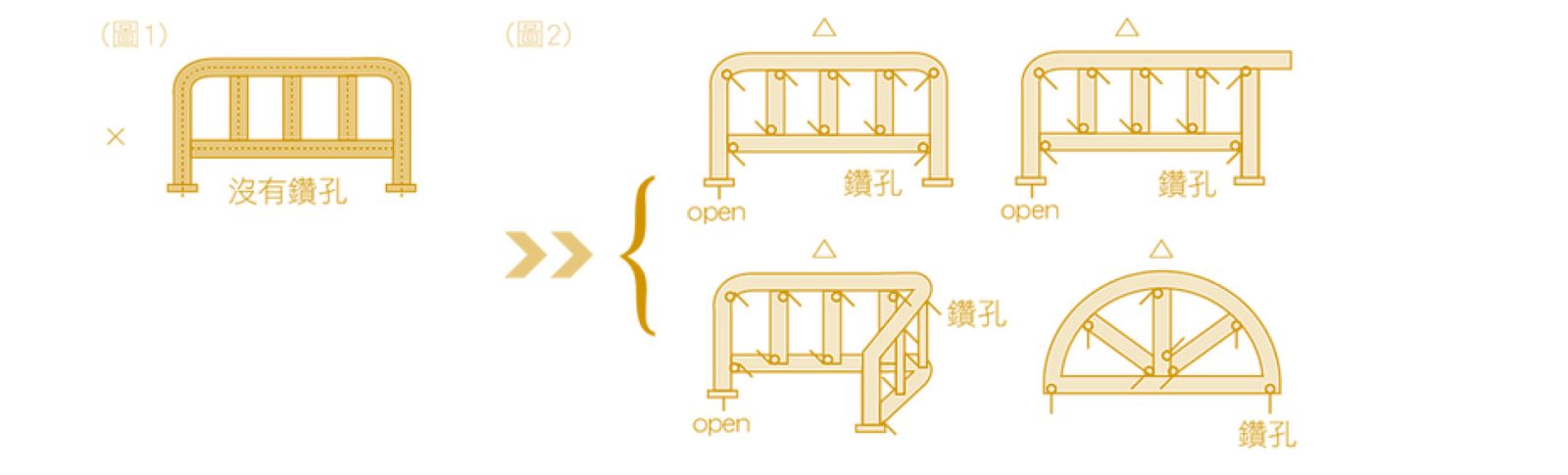
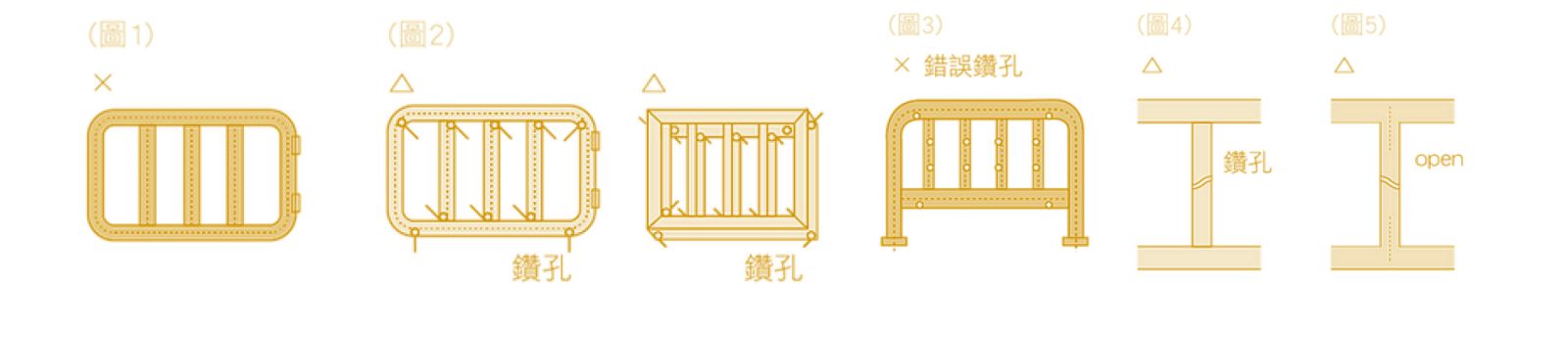
欄杆構造加工品
⚫圖1為完全封閉,使空氣無法排出,鋅液無法流入,將導致鍍鋅不良
⚫圖2為將上下每一個封閉的管,在兩端部的對內角線鑽孔是必要的,並將管的底座挖空心
密閉式圓管構造加工品
⚫圖1是全部完全密閉的,空氣無法排出,鋅液無法侵入
⚫圖2除了將上下的管在對內角線鑽孔外,其四個邊的最外圍也必須在四個外部角落的下緣鑽孔
⚫圖3所顯示的鑽孔位置錯誤,必須是在兩端的端點
⚫圖4與圖5是最佳的處理方式,將管的連接部貫通
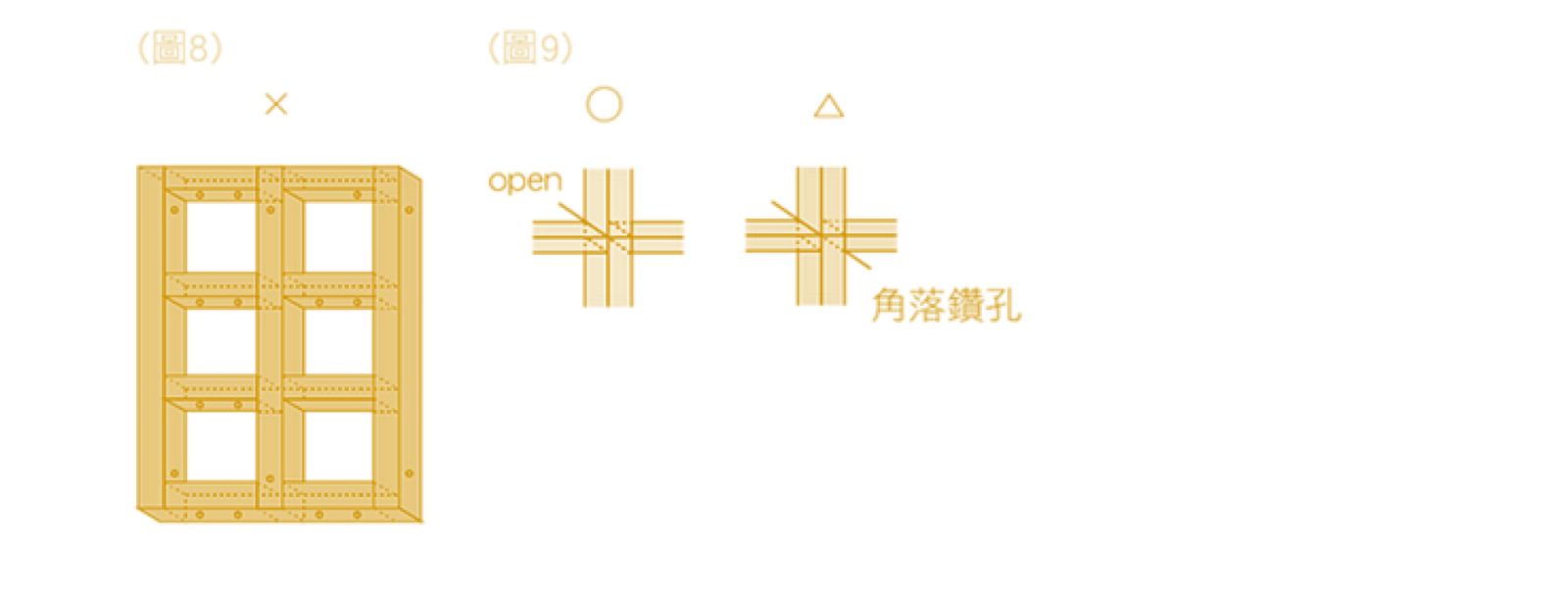
密閉式方管構造加工品
⚫圖8為方管的結構圖,在端部沒有出氣孔及洩鋅孔,於鍍鋅作業時會導致空氣與鋅液的滯留
⚫圖9在角落處鑽孔,或是方管銜接處須挖空,以利鋅液流入流出
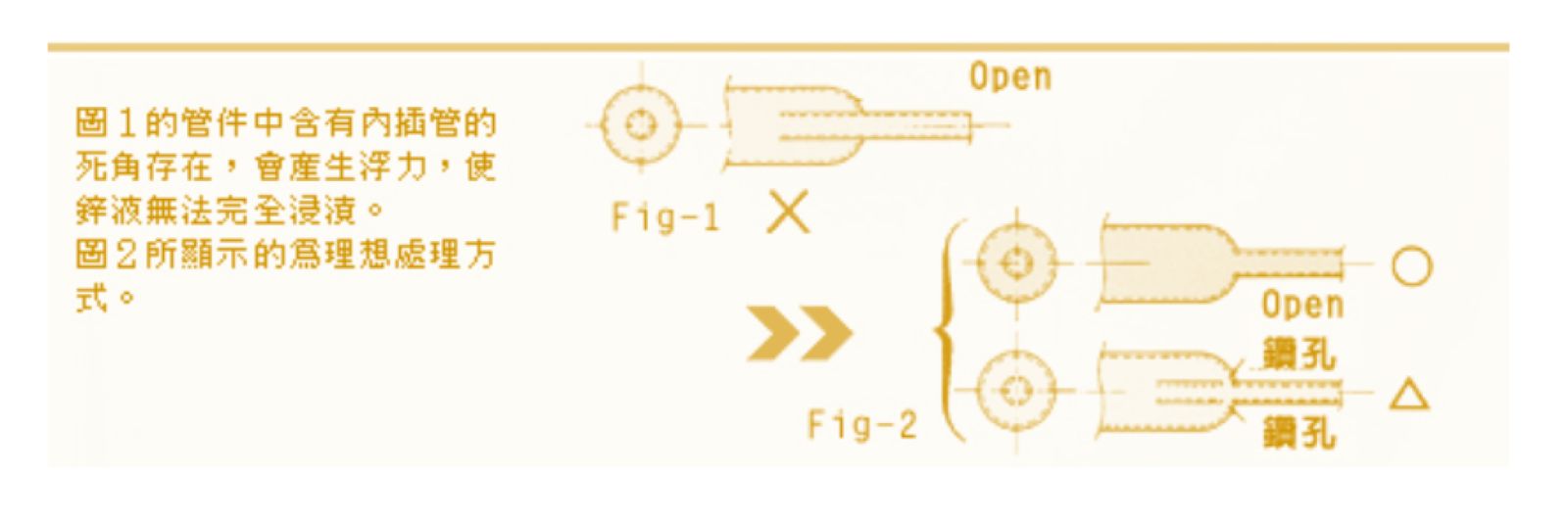
構造內部含有插管
⚫圖1管件含有內插管的死角存在,導致產生浮力,使鋅液無法完全浸漬。
⚫圖2所顯示的為理想處理方式
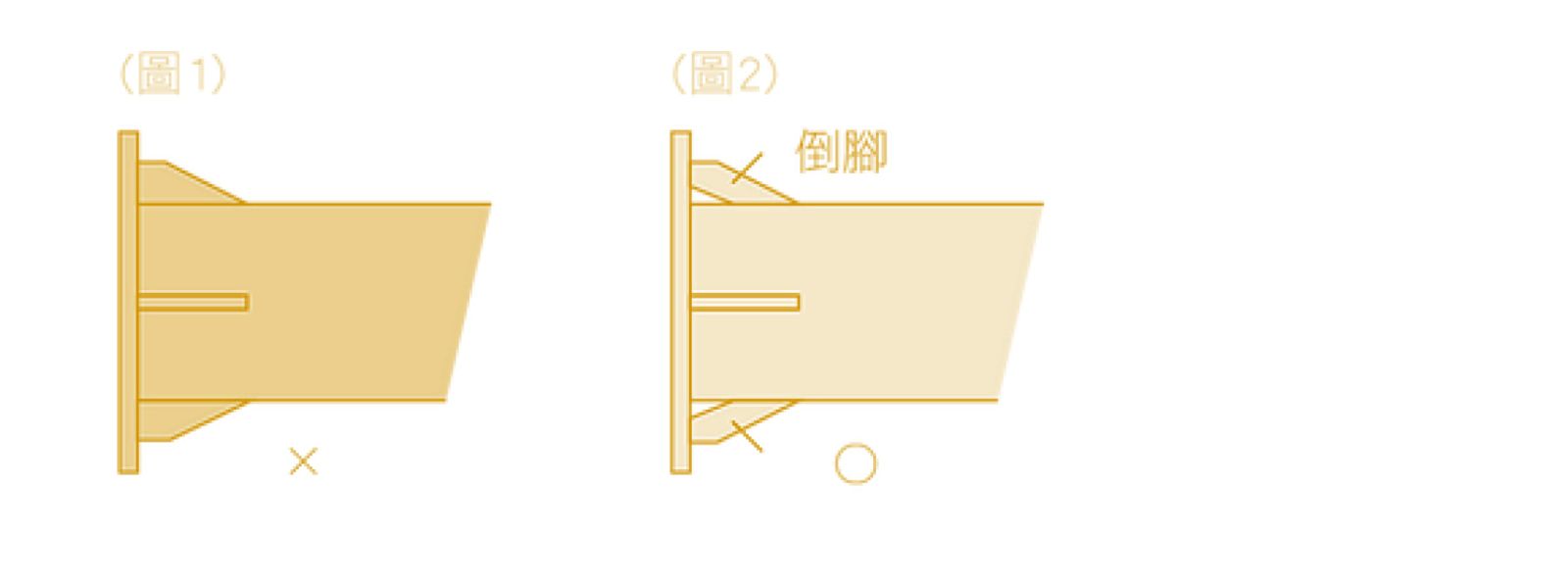
端板補強處
⚫圖1端部的補強材邊緣恐有發生滯留空氣與鋅液之虞,所以須如圖2般將倒角預留,再行熔接
含有補強鋼材的地方
⚫接合部位有空隙的地方若浸入高溫熱浸鍍鋅鍋爐中,其中夾雜的空氣和水份,體積會急速膨脹達數十倍,如此高的壓力會導致從熔接不良的地方爆炸-極度危險